Platform on civil engineering, underground infrastructure, energy, construction equipment & construction machinery

Remodeling a lock without slowing down navigation, a customer who wants a special type of lock gate and state-of-the-art design techniques: challenges enough in expanding the largest lock in Scandinavia. The existing lock in Södertälje is 135 meters long and 20 meters wide. To cope with growing maritime traffic, the lock chamber is being enlarged to dimensions of 170 meters long and 25.3 meters wide.
MH Poly and Iv-Infra have joined forces and are involved in this project as a joint venture under the name S3P for the design of, among other things, the new lock heads, including segment doors and mechanical components and the guide structures in the lock head to protect the lock gate arms.
Construction has now begun in Södertalje. An important requirement of client Sjöfartsverket (Swedish Maritime Administration) is that navigation traffic be minimized to not blocked during construction. To minimize the impact on shipping traffic, construction pits are being built next to the existing lock heads. Here the complete lock heads including the lock gates will be built and tested. During a brief stoppage, the new lock heads will be driven in to their final location and grouted on the underside.

Visualization reference design Sweco.
The lock doors will be constructed as segment doors in duplex steel. This is a unique application for the Netherlands. The water in the Södertälje Canal is somewhat brackish and the salinity will only increase in the future with the expected sea level rise. Duplex steel is a type of stainless steel with corrosion-resistant properties. With this material, maintenance costs during its service life are very limited due to the lack of preservation.
Segment doors have great advantages under the environmental conditions that apply to this project, such as the limited space for incorporation of the lock head and the hydraulic conditions for two-way turning and sluicing. In a segment gate, the valve rotates about a horizontal axis. In the open position, the sluice gate is at the bottom of the lock head. Another advantage is the ability to level by opening the door. This eliminates the need for slides in the door or bypass sewers in the lock head. When a large discharge of water from Lake Mälaren is needed, the segment doors can also be used to discharge. During maintenance or replacement, the structure can be rotated above water in various positions.
The skin plate of the segment door is circular and provided with longitudinal stiffeners. A modified geometry in the skin plate is applied at the bottom to create an optimal flow profile in the leveling position. Transverse girders transfer the load to two box-shaped main girders with openings to allow inflow and outflow of water. The valve has flotation chambers on both sides, so the operational weight is virtually zero. In the transverse direction, the flotation chambers are positioned so that a self-closing moment is present in all positions. In case of complete power failure, the sluice gate can close itself. In the closed position, the valve has two impositions against the sill (end stops) to ensure the correct position of the sluice gate.
At the ends of the main beams are the connections for the arms. Per side, two arms meet at the main shaft, which is constructed as a tubular profile. The main shaft can rotate in two bearings arranged in a steel frame. A console is fitted between the primary and secondary bearing for attachment of a hydraulic cylinder. The console creates a working arm from the hydraulic cylinder to the main shaft. This controls the position of the door and creates the facility to lock the door in different positions. These structures are constructed symmetrically, that is, with an operator on both sides of the door.
The segment doors are constructed in opposite directions on both lock heads. Should a collision occur when entering the lock chamber, it will always occur on the concave side of the door with pulling force on the arms. From availability requirements, a third valve and arms are manufactured and stored at the lock complex. The valves and arms are interchangeable.
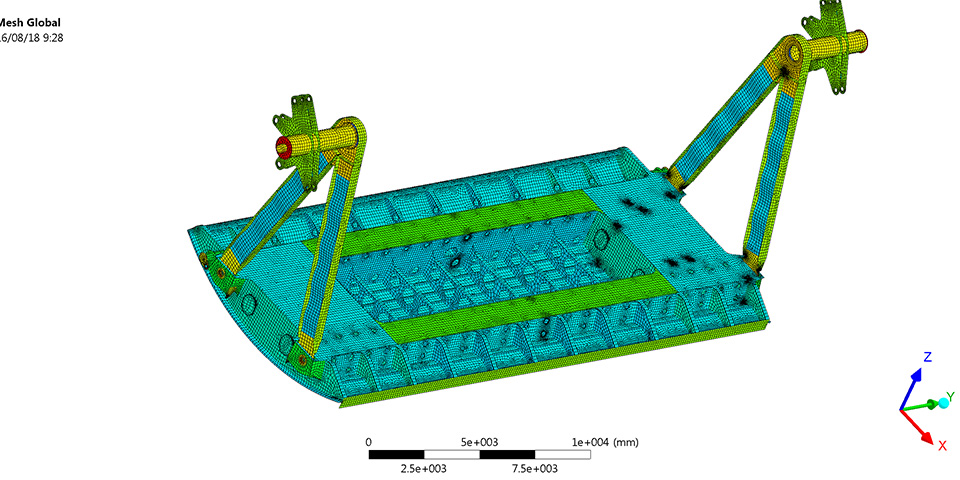
FEM overview segment door.
Fatigue is an important aspect in the design of the steel structure, especially for the detailing of the flotation chambers, arms and main shafts. The flotation chambers are moved from the waterline to below the lock bottom during each cycle of motion. This produces a large load change on the structure and plate stiffeners of the flotation chambers. It was decided to use internal ring stiffeners in line with the longitudinal stiffeners on the skin plate. Six separate compartments were applied per side, -each with an access door for inspection and maintenance. In view of possible future adjustments to the door or larger than expected fouling, ballast weight (approximately 2.5% of the door weight) is applied in the driving chambers.
The seals are an important part within the functioning of the sluice gate. Leakage must be minimal and, in addition, a certain service life must be guaranteed. A double lip seal is used on both sides in a circular form. To reduce wear due to door movement, the center point of the seal is selected so that when the door moves, in addition to the tangential movement, a slight radial movement also occurs, reducing the contact length between seal and the collapsed steel plate.
The design of the bottom seal proved to be a difficult task due to occurring deformations, construction tolerances and stiffness requirements. The deformations of the valve during decay are relatively large, so the contact plane with the sill was chosen parallel to the direction of deflection. For the deformation capacity of the bottom seal, the occurring deformations of the sill and construction tolerances of the sluice gate and sill were taken into account. The design assumption was that the door should always be against its end stops due to the closing moment. This maximizes the spring stiffness of the bottom seal.
The lock doors and mechanical components will be manufactured and assembled by Cimolai in Italy. The doors are expected to be ready for transport to Sweden in early 2020.


